Lahti Glass Technology – LGT – is known for its advanced ability to engineer and understand the benefits of technology for different extent of operations and provide customized solutions. LGT core expertise lies in knowledge of raw material handling, accurate dosing & weighing and related advanced control systems in the demanding field of the glass industry.
LGT’s globally renowned service culture is not created overnight. It is based on decades of solid experience, accumulated since the early 1900s under the flags of Raute Precision Oy and later Lahti Precision Oy in the weighing equipment and technology. The decision to enter the glass industry was made over 30 years ago, and since Lahti Glass Technology has built on nearly 300 references as its own company. For the last five years, the company has been operating under its current name and has become a stronger player in its field. LGT takes the business sector to a new level of development.
With decades of experience Lahti Glass Technology offers high-quality batch plant and recycling plant solutions for the glass industry. To avoid any waste, we offer glass cullet handling systems to recycle both internal and external cullet and re-dose handled cullet accurately for melting. All solutions are made with green Nordic values, which means sustainability and work safety are inbuilt to the way of thinking and the offered solutions.
Solutions Clinic – answer to all kind of challenges
Lahti Glass Technology´s Solutions Clinic finds the answers to different challenges in batch plant to supply homogenous high-quality batch to the glass furnace. The clinic pays attention to all needs and restrictions in order to find the best and the most cost-effective solution utilizing LGT know-how and modern technologies.
Here’s an excellent example of how to respond to one of the typical challenges our customers are facing.
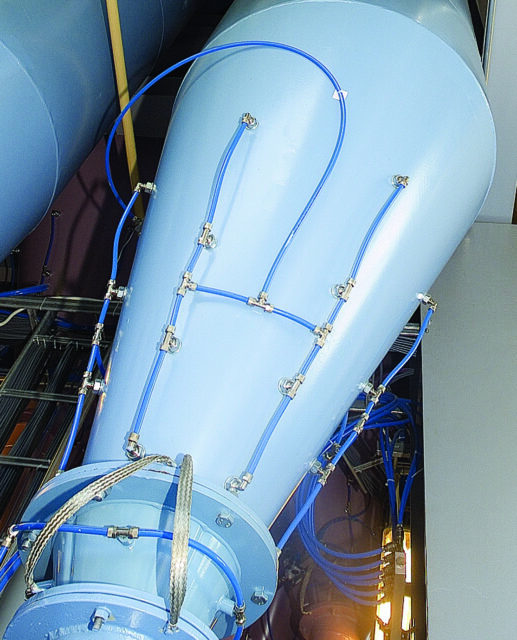
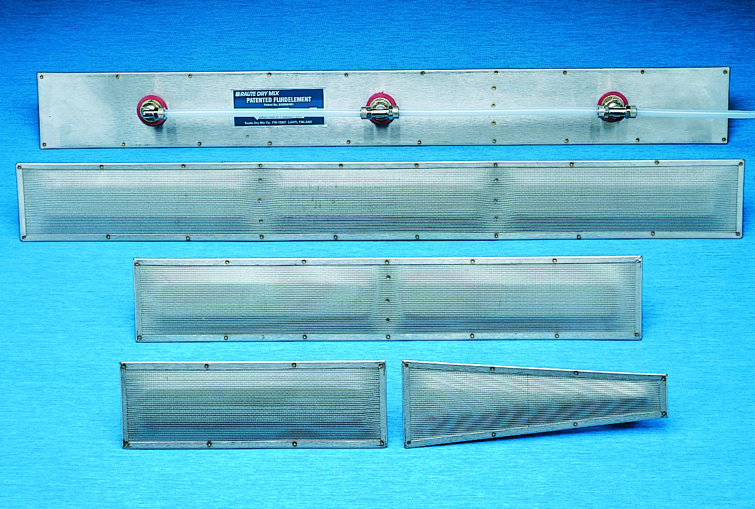
Lahti fluidization – unique and proven technology for silo discharging
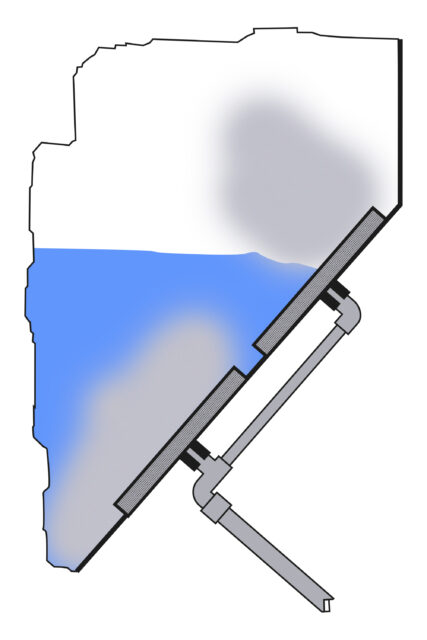
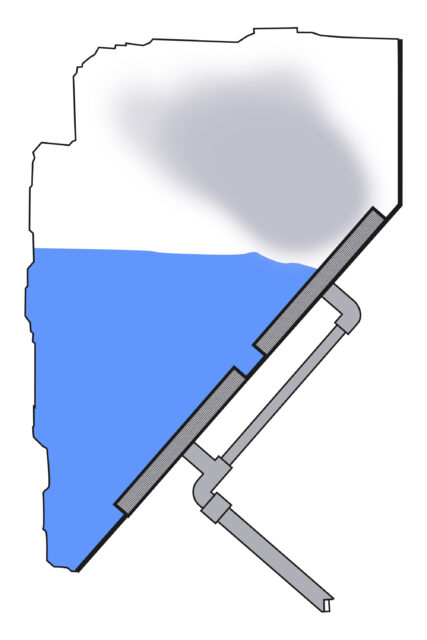
A basic problem with the fine powders is the tendency to bridge, arch or build rat holes in the silos. For mixtures segregation can be a very bad problem. As a solution to this, Lahti offers a special fluidization technique, which is already widely used when discharging silos or conveying fine dry powders.
This unique type of fluidization overwhelms the conventional way of fluidization or air shooters (aeration). Optimum silo or hopper discharge based on fluidization is obtained for fine dry raw materials such as fine sand, limestone powders, kaolin, dolomite, colemanite and various dry powder chemicals.
The core idea of any fluidization system is quite simple: the friction between the silo wall and the powder as well as between the particles is lowered by means of an evenly distributed air stream. The problem is usually to distribute the air in a controlled way, avoiding bubbling and chimney effects. It is also essential to get the air penetrating the settled compact material. The air should not be allowed to take the easiest way through weak layers or through panels located above the material level.